












La nuova generazione della ventilazione
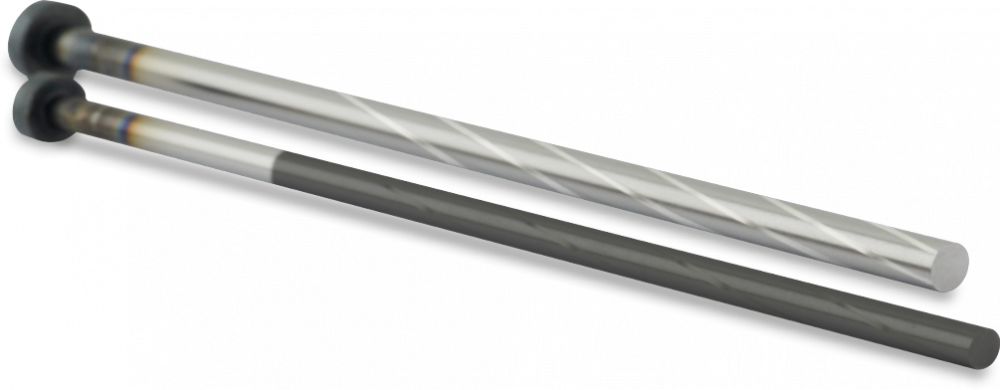
La geometria elicoidale come soluzione superiore
KNARR risponde alla sfida con una geometria elicoidale di alta precisione che garantisce uno sfiato più efficace. “Anche nella nostra produzione di stampi ci imbattiamo spesso nella problematica dell’eliminazione dei gas. Le soluzioni finora disponibili non erano del tutto ideali”, afferma Florian Schneider del reparto tecnico commerciale di KNARR, spiegando le ragioni del nuovo approccio.
Approccio ottimizzato
“Grazie alla geometria elicoidale e alla conseguente disposizione asimmetrica delle superfici, otteniamo uno scorrimento nettamente migliore per l’espulsore nella zona di guida e quindi un’usura significativamente inferiore”, riferisce Florian Schneider. Oltre alla comoda intercambiabilità con gli espulsori standard, esiste poi un altro grande vantaggio: “Grazie alla elevata precisione nella lavorazione, possiamo garantire la profondità della geometria elicoidale di 0,02 mm su tutta la lunghezza del perno di ventilazione. In questo modo è possibile eseguire il taglio a misura senza dover ricorrere ad ulteriori operazioni di finitura.”

Uno dei test interni fornisce risultati chiari e dimostra i vantaggi nell’utilizzo degli espulsori di sfiato su un componente tecnico.
NUOVO: Soluzione per i diametri più piccoli
“A seguito dei feedback estremamente positivi ricevuti finora dai clienti e dopo test interni con esito positivo, abbiamo ora standardizzato una soluzione anche per diametri da 0,5 a 4 mm”, afferma Schneider. Invece della classica profondità del canala di 0,02 mm, per queste dimensioni siamo passati a 0,01 mm. La seconda differenza principale è il materiale. Per una maggiore stabilità, KNARR utilizza per i diametri più piccoli una versione in HSS dell’espulsore, disponibile con rivestimento DLC (300533DLC) oppure senza (300533) e in lunghezze da 100 a 315 mm.
