












La próxima generación de ventilación
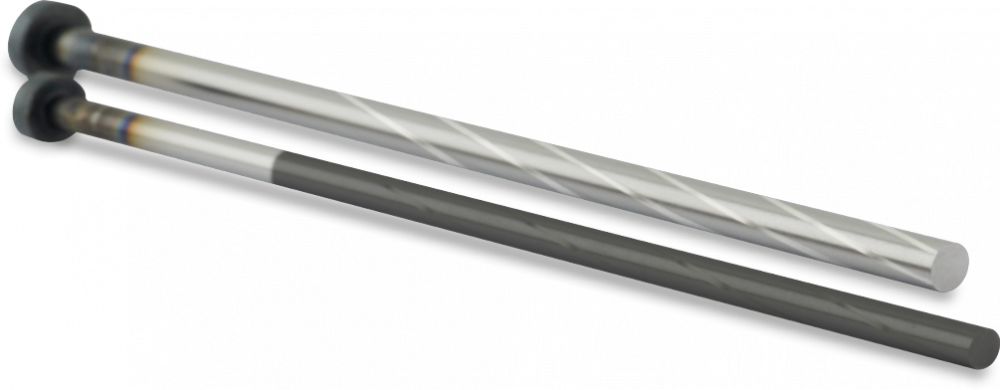
Geometría helicoidal como solución superior
KNARR afronta el reto con una geometría helicoidal de alta precisión que garantiza una ventilación fiable. «Incluso en nuestra propia fabricación de moldes, nos enfrentamos una y otra vez a las dificultades del venteo. Las soluciones disponibles hasta ahora no eran todas las ideales», explica Florian Schneider, del departamento técnico de ventas de KNARR, las razones del nuevo enfoque.
Enfoque optimizado
Gracias a la geometría helicoidal y a la disposición desigual de las superficies resultante, conseguimos mejorar notablemente el guiado del eyector en el orificio de ajuste y, por tanto, reducir significativamente el desgaste, informa Florian Schneider. Además de la cómoda intercambiabilidad con los pernos estándar, ve otra gran ventaja: «Gracias a la fabricación de alta precisión, podemos garantizar una profundidad de la geometría helicoidal de 0,02 mm en toda la longitud del perno eyector. De este modo, es posible realizar sin problemas el corte a medida o incluso el mecanizado de contornos.»

Uno de los ensayos prácticos internos arroja resultados claros y demuestra las ventajas de los expulsores de ventilación en piezas técnicas.
NUEVO: Solución para diámetros más pequeños
«Tras el éxito de las pruebas internas y los comentarios muy positivos de los clientes, hemos añadido una solución estándar para diámetros de 0,5 mm a 4 mm», afirma Schneider. En lugar de una profundidad de ranura de 0,02 mm, la geometría de espiral de ventilación se incorpora a 0,01 mm. La segunda diferencia principal es el material. Para una mayor estabilidad, KNARR utiliza una versión HSS del expulsor de ventilación para diámetros más pequeños, que también está disponible con (300533DLC) o sin recubrimiento DLC (300533) y en longitudes de 100 a 315 mm.
