The next generation of venting
Helical geometry as a superior solution
KNARR meets the challenge with a high-precision helical geometry that ensures reliable venting. “Even in our own mould making, we are repeatedly confronted with the difficulties of venting. The solutions available to date have all been less than ideal,” says Florian Schneider from KNARR’s technical sales department, explaining the reasons for the new approach.
Optimised approach
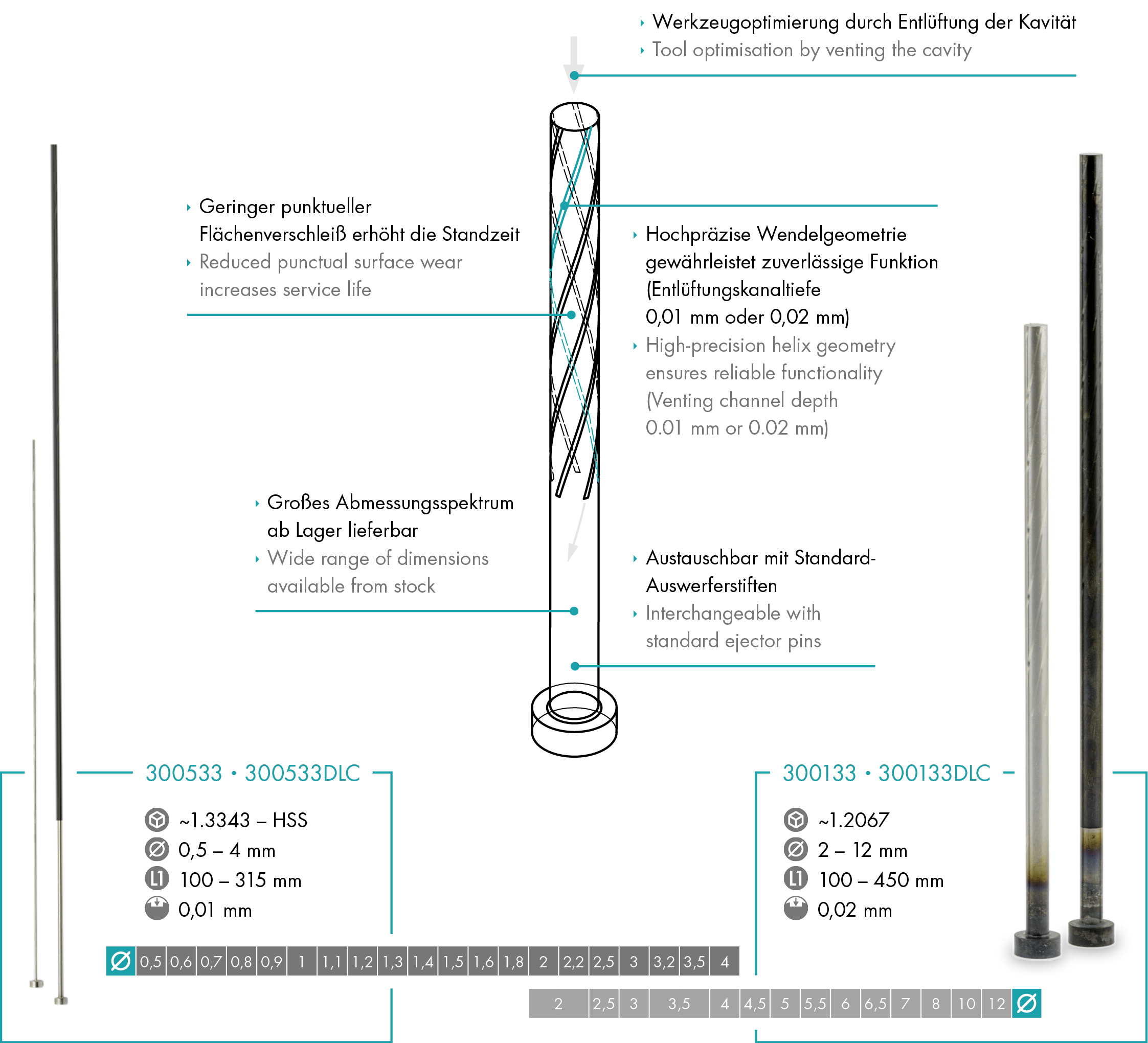
Thanks to the helical geometry and the resulting unequal arrangement of the surfaces, we achieve significantly improved guidance of the ejector in the fitting bore and thus significantly lower wear, reports Florian Schneider. In addition to the convenient interchangeability with standard pins, he sees another major benefit: “Thanks to the high-precision manufacturing, we can guarantee the depth of the helical geometry of 0.02 mm over the entire length of the ejector pin. Cutting to finished size or even further outline machining is thus possible without any problem.”
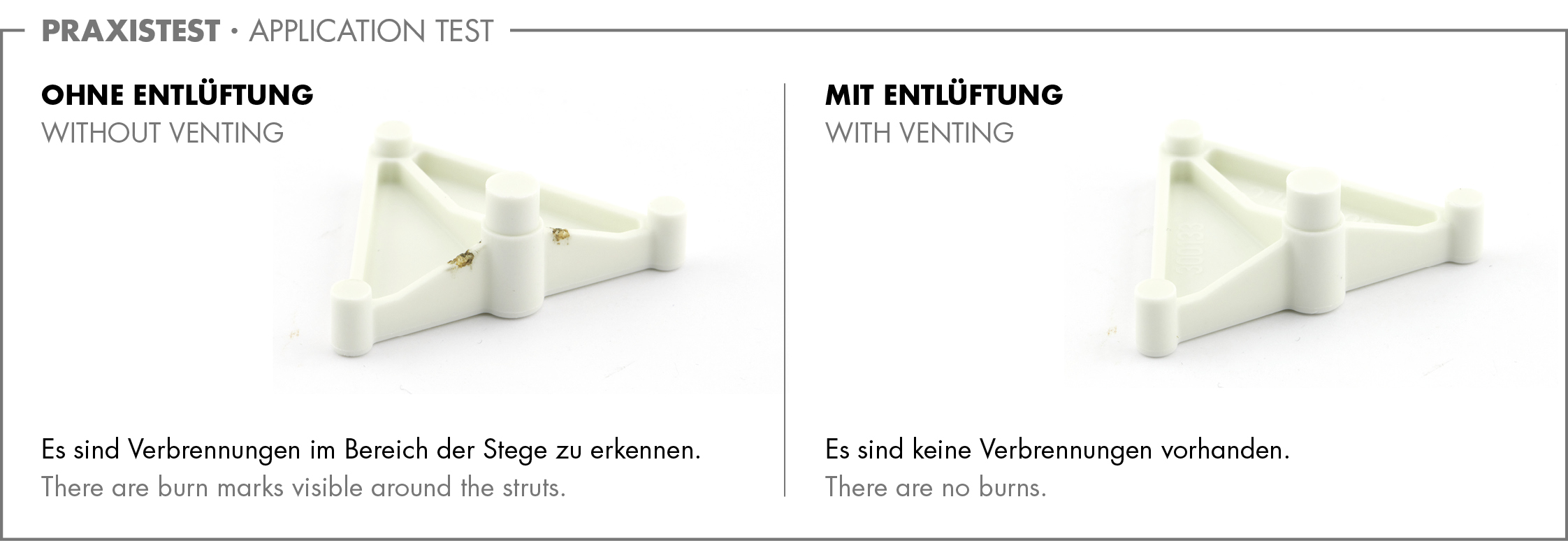
One of the internal application tests delivers clear results and demonstrates the advantages of the venting ejectors on a technical component.
NEW: Solution for smaller diameters
“Following successful internal tests and extremely positive customer feedback, we have now standardised a solution for diameters from 0.5 mm to 4 mm,’ states Schneider. Instead of a channel depth of 0.02 mm, the helical venting geometry is incorporated at 0.01 mm. The second main difference is the material. For even more stability, KNARR uses an HSS version of the venting ejector for smaller diameters, which is also available with (300533DLC) or without DLC coating (300533) and in lengths from 100 to 315 mm.